

Excavator slewing ring bearing is a critical component of an excavator, playing a vital role in supporting the machine and enabling its pivotal movements. Given the significant load and operational demands placed on excavators, the slewing ring bearing must be carefully selected, installed, and maintained to prevent failures that can disrupt operations and cause costly damage. This blog will delve into the detailed steps and best practices for preventing slewing ring bearing failure in excavators, ensuring long-term performance and safety.
Slewing ring bearings are essential connecting components in excavators, providing the necessary support and enabling the machine to rotate smoothly. These bearings are subjected to high axial and radial loads, as well as overturning moments, making them susceptible to wear and tear. Errors in installation accuracy, improper use, and inadequate maintenance can lead to faults and hidden dangers, seriously affecting the excavator’s performance and potentially causing major safety accidents. Therefore, it is crucial to ensure the correct design, selection, installation, and maintenance of slewing ring bearings to prevent failures.
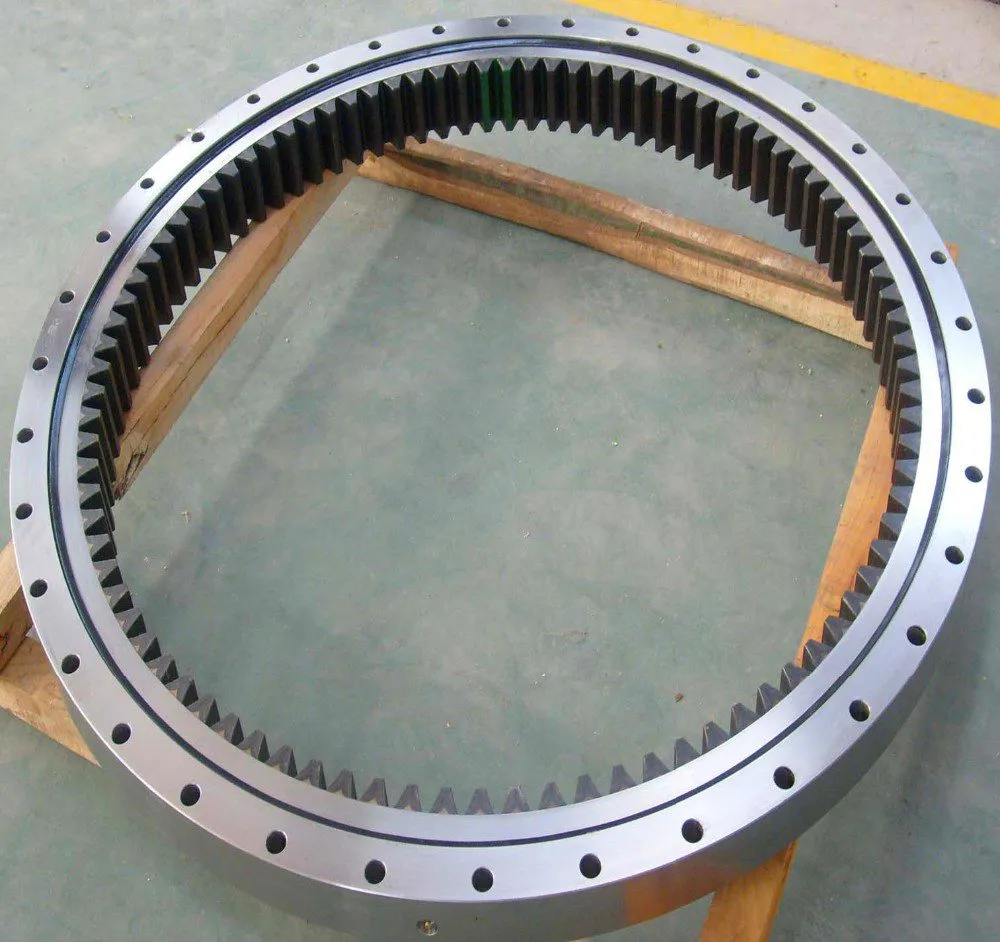
Choosing the right form and bearing capacity for the excavator slewing ring bearing is fundamental. The internal structure of these bearings is highly precise, designed to withstand large axial loads, radial loads, and overturning moments simultaneously. The most commonly used types of slewing ring bearings include single-row and double-row ball-shaped, single-row cross-roller, and three-row cylindrical roller bearings. Each type has a different bearing capacity, which is specified by the bearing load curve. When selecting a bearing, ensure that the allowable torque is more than twice the calculated torque of the excavator to provide a sufficient safety margin.
The connection stiffness of the slewing ring bearing is another crucial factor. The turntable bearing is a relatively weak part of the overall machine structure. Insufficient connection stiffness can lead to deformation, abnormal release of strain energy, fatigue cracking of connecting components, and excessive periodic elastic deformation. These issues can result in additional impact loads on the raceway, compromising the bearing’s performance and lifespan. Ensuring adequate connection stiffness up and down the bearing is vital to prevent these problems.
Properly controlling the assembly clearance of the slewing ring bearing is essential. The axial assembly clearance between the rolling elements and the rolling groove should be strictly maintained between 0.3-0.5mm. However, due to manufacturing process limitations, this control is often challenging to achieve. Inadequate clearance can lead to increased dynamic loads during rotation, causing significant transverse motion at the variable amplitude balance point, which damages the raceway. Additionally, improper control of manufacturing tolerances can result in too small installation clearances, leading to extrusion between rolling elements, increased local operating resistance, and enhanced sliding friction force. These issues accelerate wear and reduce the bearing’s service life.
Adhering to the installation technical requirements of slewing ring bearings is paramount. These bearings are heavy-duty, high-precision products with specific installation guidelines that must be followed meticulously:

Preventing slewing ring bearing failure in excavators requires a comprehensive approach involving careful selection, proper installation, and diligent maintenance. By following the detailed steps outlined in this guide, you can enhance the performance, safety, and longevity of your excavator’s slewing ring bearings. Regular inspections and adherence to technical requirements will help you avoid costly failures and ensure smooth operations.
Q1: Why is it important to select the right type of slewing ring bearing for an excavator?
A1: Selecting the right type of slewing ring bearing is crucial because different types have varying bearing capacities. Choosing the appropriate bearing ensures it can handle the axial loads, radial loads, and overturning moments that excavators are subjected to, thereby enhancing performance and preventing premature failure.
Q2: What are the risks of insufficient connection stiffness in slewing ring bearings?
A2: Insufficient connection stiffness can lead to deformation, abnormal release of strain energy, fatigue cracking of connecting components, and excessive elastic deformation. These issues can cause additional impact loads on the raceway, compromising the bearing’s performance and reducing its lifespan.
Q3: How can improper assembly clearance affect slewing ring bearings?
A3: Improper assembly clearance can result in increased dynamic loads during rotation, causing significant transverse motion and damaging the raceway. It can also lead to extrusion between rolling elements, increased local operating resistance, and enhanced sliding friction, accelerating wear and reducing the bearing’s service life.
Q4: What steps should be taken during the installation of slewing ring bearings?
A4: During installation, ensure welded cylinders undergo heat treatment to eliminate internal stress. Position the quenched soft belt in non-load or infrequent load areas, adjust the gear tooth jump correctly, use high-strength bolts with quenched washers, and tighten the bolts with a torque wrench to provide sufficient preload force.
Q5: How often should slewing ring bearings be inspected and maintained?
A5: Regular inspections and maintenance should be part of your routine schedule. The frequency depends on the usage and operating conditions of your excavator. Regular checks and adherence to technical requirements will help prevent failures and ensure optimal performance.
By following these guidelines, you can effectively prevent slewing ring bearing failures in your excavators, ensuring long-term reliability and performance.


